-

- Home
- Technology
- Production
Production
Our precision stamped parts are subject to the highest technical demands and are manufactured on state-of-the-art production facilities. We have a high vertical range of manufacture, which enables us to offer our customers added value from a single source. All processes are monitored and secured by the system and provide us with permanent online feedback on the individual production stages.
Stamping & fine blanking
With our machinery we cover a standard pressing force range of 50 - 550 tons. Our fine blanking presses have press forces between 320 - 700 tons. In addition to combination cutting tool, complex multi-stage progressive tool are also used.
Our automatic stamping machines are operated by qualified machine setters who can also monitor the process independently by self inspection.
We process material thicknesses from 0.05 mm up to 12 mm in a strip width range up to 400 mm.



Vibratory finishing
We have more than 30 vibratory grinding machines and use various finishing media and compounds, enabling us to realise almost all requirements for product-specific edge rounding. This also includes compliance with the high residual dirt requirements of our customers.
Grinding
With 10 double-face grinding machines, we achieve accuracies of +/- 5 μm reliably, in optimum throughput times and in high volumes - if necessary also under climate-controlled conditions. For asymmetrical products, we use machines with rotational feeds and thus achieve the highest accuracies even with complex product geometries.

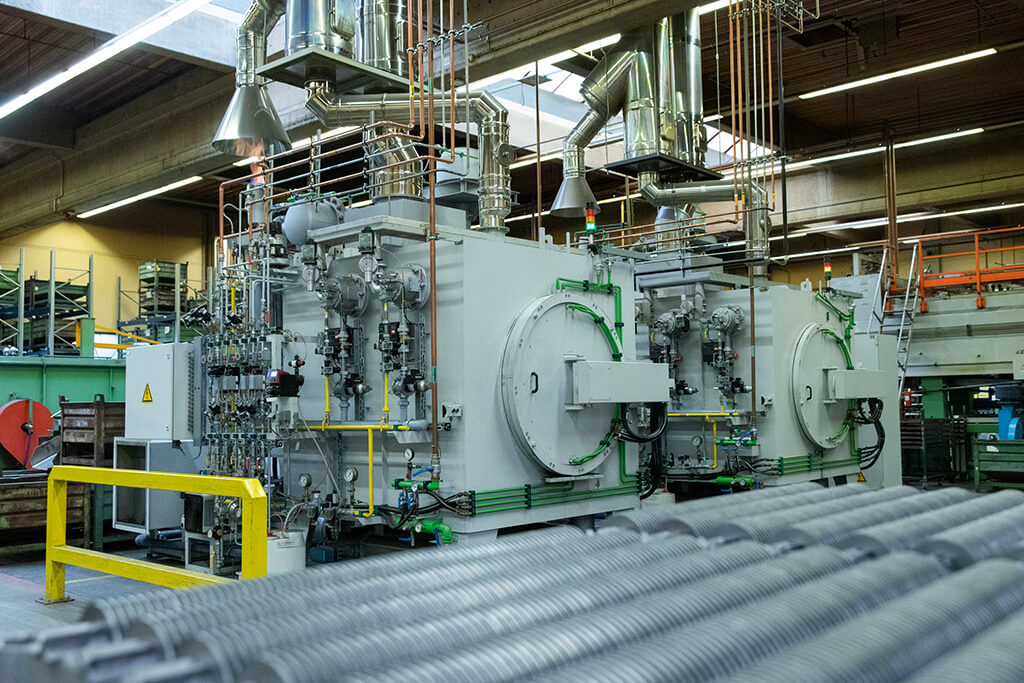

Heat treatment
We offer a variety of heat treatment processes. With state-of-the-art equipment, we achieve a wide range of specific product requirements. Our systems are continuously monitored. In this way, we ensure preventive maintenance and thus maximum system availability. In our heat treatment department we only employ skilled personnel, such as material inspectors or universal hardeners, who ensure product quality and CQI-9 conformity of the production processes.
We offer a wide range of heat treatment processes:
- Hardening in the continuous process and in the chamber furnace
- Tempering in tempering furnaces
- Nitriding/nitrocarburising in bulk or on racks
- Case hardening
Brushing/Washing
Products in the powertrain that are installed in oil-bearing circuits or in injectors are subject to the highest residual dirt requirements. We achieve these specifications on our brushing facilities with downstream washing systems. Within the shortest cycle times, these systems can deburr, wash and dry the smallest recesses on both sides.
The values achieved are monitored during production. Technical cleanliness is an important quality feature for us and our customers.


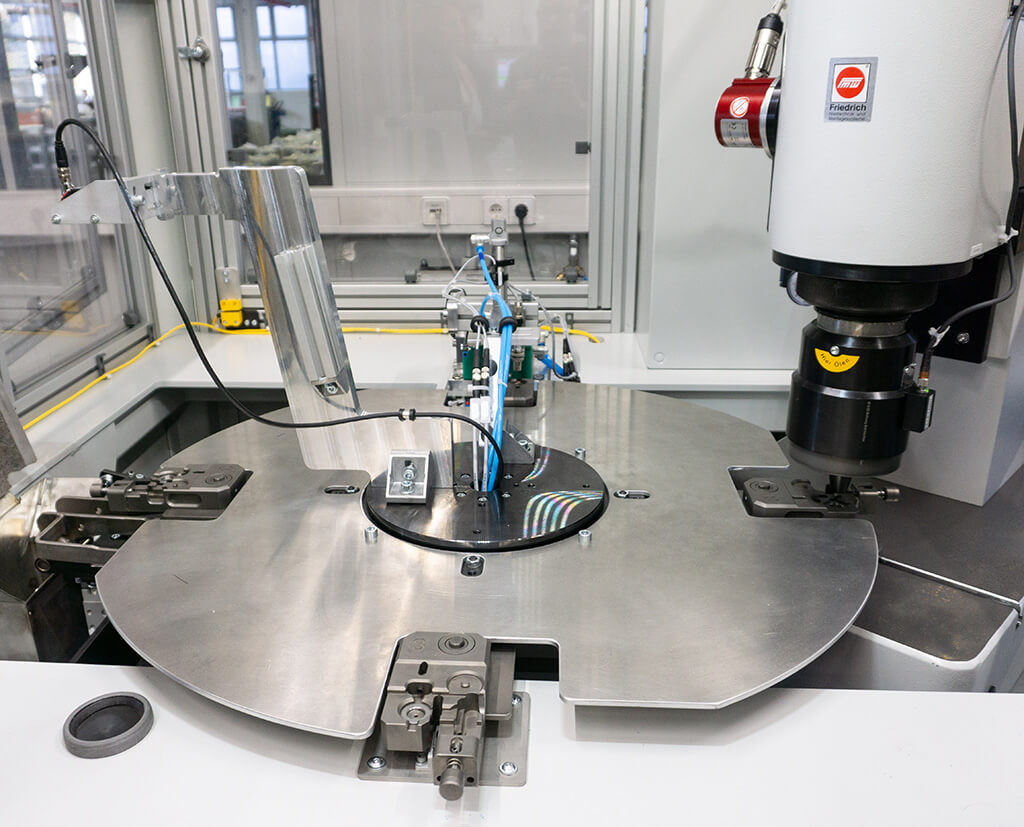
Automatic sorting
Our fully automatic camera- and laser-based inspection systems reliably detect surface defects and dimensional deviations in the hundredth range using transmitted or reflected light procedure.
The inspection and feeding systems used are characterised by a minimum throughput time and are thus suitable for high-volume production batches.
Components assembly department
In the components assembly department we produce various ready-to-install components for our customers.
Example turbocharger linkage:
This assembly consists of stamped and purchased parts and is assembled and riveted on semi-automatic assembly lines under poka-yoke conditions. During assembly, it is important to ensure the highest dimensional accuracy and functionality (torque protection) for further installation in the overall turbocharger system.
In addition, the components are mainly made of different base materials and surface qualities that require separate treatment. The fully assembled components are 100% quality-tested and, depending on the customer's wishes, packed in special load carriers ready for shipment.